In zwei Produktionshallen fertigen insgesamt 80 Mitarbeitende der Firma Matulka electronic GmbH teils automatisiert, teils manuell Elektronikkomponenten und Platinen beispielsweise für große Automobilhersteller. Seit einigen Jahren zum Teil auch digital unterstützt: Arbeitsplätze wurden mit PCs ausgestattet, an denen technische Zeichnungen abgerufen, Auftragszeiten gebucht und Informationen zu Aufträgen hinterlegt werden können.

Für die nächsten Schritte wandte sich die Produktionsleiterin Martina Schur-Reinhold an das Mittelstand-Digital Zentrum Augsburg. Schnell war klar: Aufgrund der guten Auftragslage besteht nur sehr wenig Zeit, um Änderungen einzupflegen. Die Mittelstand-Digital Expertinnen Maria Maier und Olivia Bernhard vom Institut für Werkzeugmaschinen und Betriebswissenschaften der Technischen Universität München entwickelten deshalb nach einem Vor-Ort-Besuch und Workshops mit der Geschäftsführung und Produktionsleitung einen Quick-Wins-Plan, bei dem kleine Veränderungen ohne großen Aufwand, aber mit großer Wirkung, Schritt für Schritt mehr Zeit für tiefgreifendere Änderungen frei räumen.
Mit Quick Wins Zeit gewinnen
Zu diesen Quick Wins gehört vorneweg das Einführen der 5S- oder auch 5A-Methodik. Die aus dem japanischen Toyota-Produktionssystem stammenden fünf Maßnahmen schaffen Ordnung und Struktur an Arbeitsplätzen, um störungsfreie Arbeitsabläufe zu ermöglichen – und dadurch Transportwege, Warte- und Suchzeiten einzusparen oder auch Fehler zu reduzieren. Dazu gehören: Aussortieren, Aufräumen (Arbeitsmittel anordnen), Arbeitsplatzsauberkeit, Anordnung standardisieren und alle Regeln dauerhaft einhalten und verbessern. Bei Matulka können mithilfe der Methodik Arbeitsplätze zeitsparend umorganisiert werden – und das in kleinen Schritten.
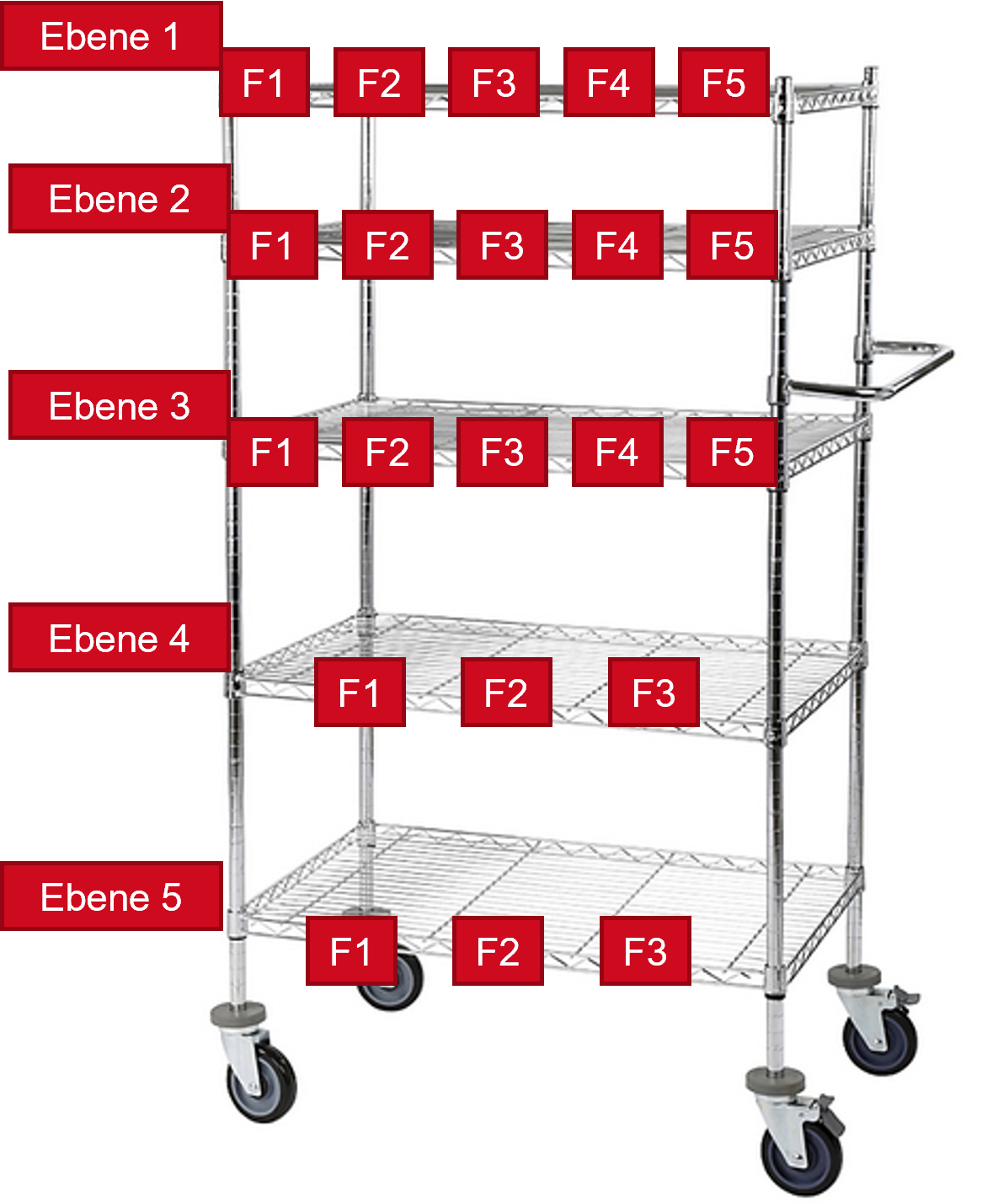
Ein weiterer Quick Win ist die Strukturierung der Kommissionierwägen. Hier kommt es oft zu Suchzeiten beim Rüstvorgang, wenn passendes Material auf dem Wagen gesucht werden muss. Idealerweise werden die Rüstpläne digitalisiert und im Lager dazu genutzt, die Rollwägen nach den Bedarfen der Rüster:innen strukturiert in festgelegten Ebenen und Fächern zu bestücken. In einem nächsten Schritt sollten die Rollwägen in der schon vorhandenen Software als Lager mit definierten Plätzen angelegt werden und damit jedem Stück ein fester Platz gegeben werden. Die Rüster:innen können dann mit einer digitalen Anzeige der Artikel noch besser unterstützt werden.
Was passiert nach den Quick Wins?
Die beiden Quick Wins sind darauf ausgelegt, mit relativ wenig Aufwand Potenziale zu heben und so Zeit einzusparen. Als größere Digitalisierungsprojekte bieten sich danach vor allem zwei Bereiche an: ein visuelles Shopfloor Management für die Produktionsorganisation und ein digitales Fehlermanagement für die Qualitätskontrolle.
Was in der Produktionsplanung bisher vor allem zu Beginn der Schicht über Sichtkontrolle und Excel-Pläne geschieht, sollte für mehr Transparenz über Status und Ort aller Aufträge in einem digitalen System gesammelt und visuell dargestellt werden. Aufträge können so passgenauer priorisiert und damit die Liefertermintreue erhöht werden. Sie können mit ihrer Auftragsnummer in einem digitalen Hallenlayout einem Bereich wie „Manuelle Fertigung“ oder „Qualitätskontrolle“ räumlich zugeordnet werden, ihr Fortschritt in kleinen Kreisdiagrammen (sogenannten Harvey Balls) angezeigt und ihre Priorität z. B. über farbliche Markierung angegeben werden.
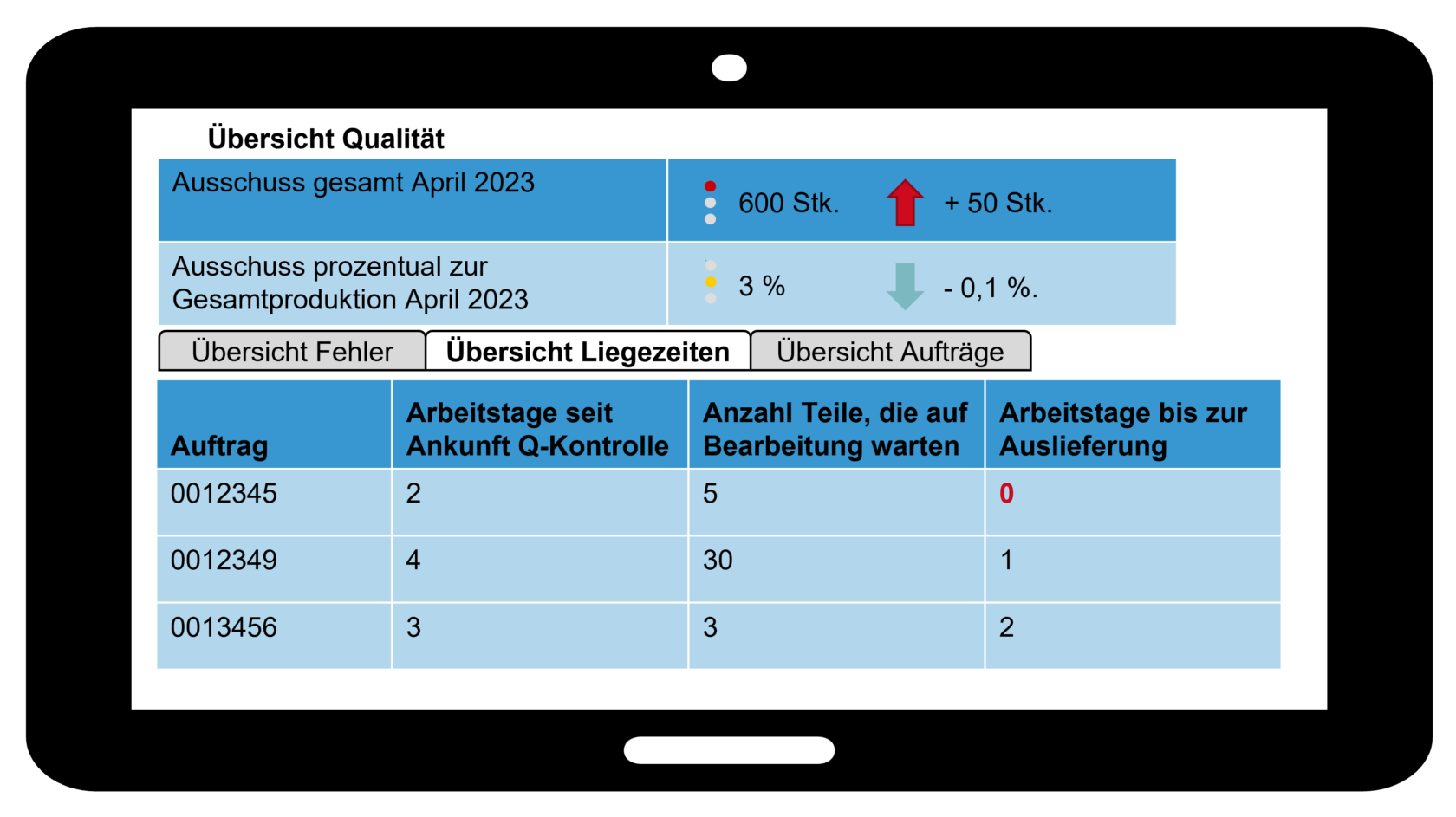
In der Qualitätskontrolle kann es zu Liegezeiten kommen, denn jedes Teil wird getestet. Aufträge können auch mal mehrere Tausend Stück umfassen und hier geht aktuell alles nach dem FIFO-Prinzip: Aufträge werden in der Reihenfolge abgearbeitet, in der sie dort ankommen. Eine digitale Übersicht über die Aufträge könnte helfen, anzuzeigen, wie viele Tage der Auftrag bereits dort wartet, wie viele Teile zu bearbeiten sind und wie viele Tage bis zur Auslieferung bleiben. Aufträge, die beispielsweise weiter hinten eingereiht sind, aber nur wenige Teile umfassen und gleichzeitig Zeitdruck zur Auslieferung haben, könnten dann vorgezogen werden. Auch würde es langfristig Sinn machen, Fehlerbilder strukturiert zu erfassen und so beispielsweise Muster aufzudecken, um die Ursachen gezielt beheben zu können.
Für Matulka steht nun zuerst auf dem Plan, die Quick Wins anzugehen und sich auf die größeren Projekte vorzubereiten. Der Start selbst kann schnell zur größten Herausforderung werden, wenn das Tagesgeschäft boomt. Dennoch lohnt es sich: Das Identifizieren von Quick Wins bringt, wie der Name schon sagt, sehr schnell sichtbare Ergebnisse, wenn auch erst im Kleineren.
Sie wollen die Digitalisierung auch in Ihrem Unternehmen voranbringen? Bewerben Sie sich jetzt für eine kostenfreie Potenzialanalyse mit uns!
Das könnte Sie auch interessieren
Mitarbeitende der Matulka electronic GmbH © Matulka electronic GmbH
Entwurf eines strukturierten Rollwagens © Maria Maier - iwb TUM
Mock-up Fehlermanagement – Entwurf einer Tablet-Darstellung zum Auftragstracking in der Qualitätsabteilung © Maria Maier - iwb TUM
Mitarbeitende miteinbeziehen
Mit drei großen Herausforderungen haben Unternehmen in Deutschland laut Prof. Dr. Markus Schneider von der Hochschule Landshut derzeit unter anderen zu kämpfen: dem Fachkräftemangel, den hohen Produktionskosten und dem zunehmenden Nachhaltigkeitsdruck, der vor allem mit der CSR-Berichtspflicht spürbar wird. Besonders einer dieser Herausforderungen hat sich die Lab-Tour am Technologiezentrum PULS in Dingolfing gewidmet, dessen Wissenschaftlicher Leiter Professor Schneider ist: dem Fachkräftemangel.
Laut Maria Maier, Wissenschaftliche Mitarbeiterin am Institut für Werkzeugmaschinen und Betriebswissenschaften der Technischen Universität München und Mitarbeiterin im Mittelstand-Digital Zentrum Augsburg stehen wir beim Fachkräftemangel erst am Anfang. Es werde noch schlimmer werden und die Zuwanderung reiche nicht aus, um den Mangel auszugleichen. Mitarbeitendenunterstützung, -weiterbildung und -partizipation sei deswegen ein wichtiger Faktor, um vorhandene Arbeitskräfte zu halten und sie in Entscheidungen miteinzubeziehen.

Produktionssysteme neu denken
Einen Ansatz den Professor Markus Schneider als Lösung sieht, ist die Automatisierung. Produktionssysteme sollten dabei aber komplett neu gedacht werden. Er verfolgt die These, dass es am besten sei Mensch und Maschine zu trennen, womit er gegen den Trend der Kollaboration geht: „Menschen machen Fehler, lassen zum Beispiel Behälter stehen und was machen die Maschinen? Sie bleiben stehen und piepsen.“ Technik müsse nicht überall eingesetzt werden, nur in bestimmten Bereichen und hier sollte der Mensch keinen Zutritt haben. Auf der anderen Seite habe Automatisierung aber auch ihren Preis, da man gut ausgebildete Personen brauche, um das Ganze umsetzen.

Planung als Stellhebel nutzen
Was es braucht, um Prozesse zu automatisieren? Erstmal den Prozess aufräumen, sonst hat man einen schlecht automatisierten Prozess laut Professor Schneider. In der Musterfabrik macht er das den Teilnehmenden deutlich. Die Unternehmensvertreter:innen hat er insbesondere dafür sensibilisiert die Standarddenkweise aufzugeben: Pro Sekunde werden sechs Quadratmeter Fläche zubetoniert, was eine große Verschwendung ist. Vor allem bereits in der Planung liege großes Potenzial, das zu ändern.
Wie Platz eingespart werden kann, konnten die Teilnehmenden in der Musterfabrik erfahren. Boden und Decke werden mitgenutzt, so ist beispielsweise an der Decke ein Logistiksystem mit Transportrobotern angebracht. Weitere Automatisierungslösungen gab es in den verschiedenen Bereichen zu sehen, denn in der Musterfabrik ist ein kompletter Wertschöpfungsprozess vom Wareneingang über die Fertigung bis zum Warenausgang abgebildet.
Interessant war dabei auch die „O-Zelle“. In der Mitte befindet sich ein Roboter, der das Material auf die umliegenden Arbeitsplätzen verteilt, sodass es nur noch eine Schnittstelle zwischen Transport- und Montagesystem gibt. Dies ermöglicht effizienteres Arbeiten als in einer „U-Zelle“ – diese wird in der Fließfertigung häufig eingesetzt – und spart Platz.


Möchten Sie gerne Denkanstöße zur Digitalisierung erhalten und sich über Ihre Herausforderungen mit anderen austauschen? Melden Sie sich für eine unserer kostenfreien Veranstaltungen an!
Das könnte Sie auch interessieren
Maria Maier von der TUM während ihres Vortrags © TZ PULS
Teilnehmende der Factory-Tour am TZ PULS © TZ PULS
Prof. Dr. Markus Schneider führt die Teilnehmenden durch die Musterfabrik am TZ PULS © VDMA Bayern
Prof. Dr. Markus Schneider führt den Teilnehmenden die O-Zelle vor © VDMA Bayern
Maximale Flexibilität ermöglichen
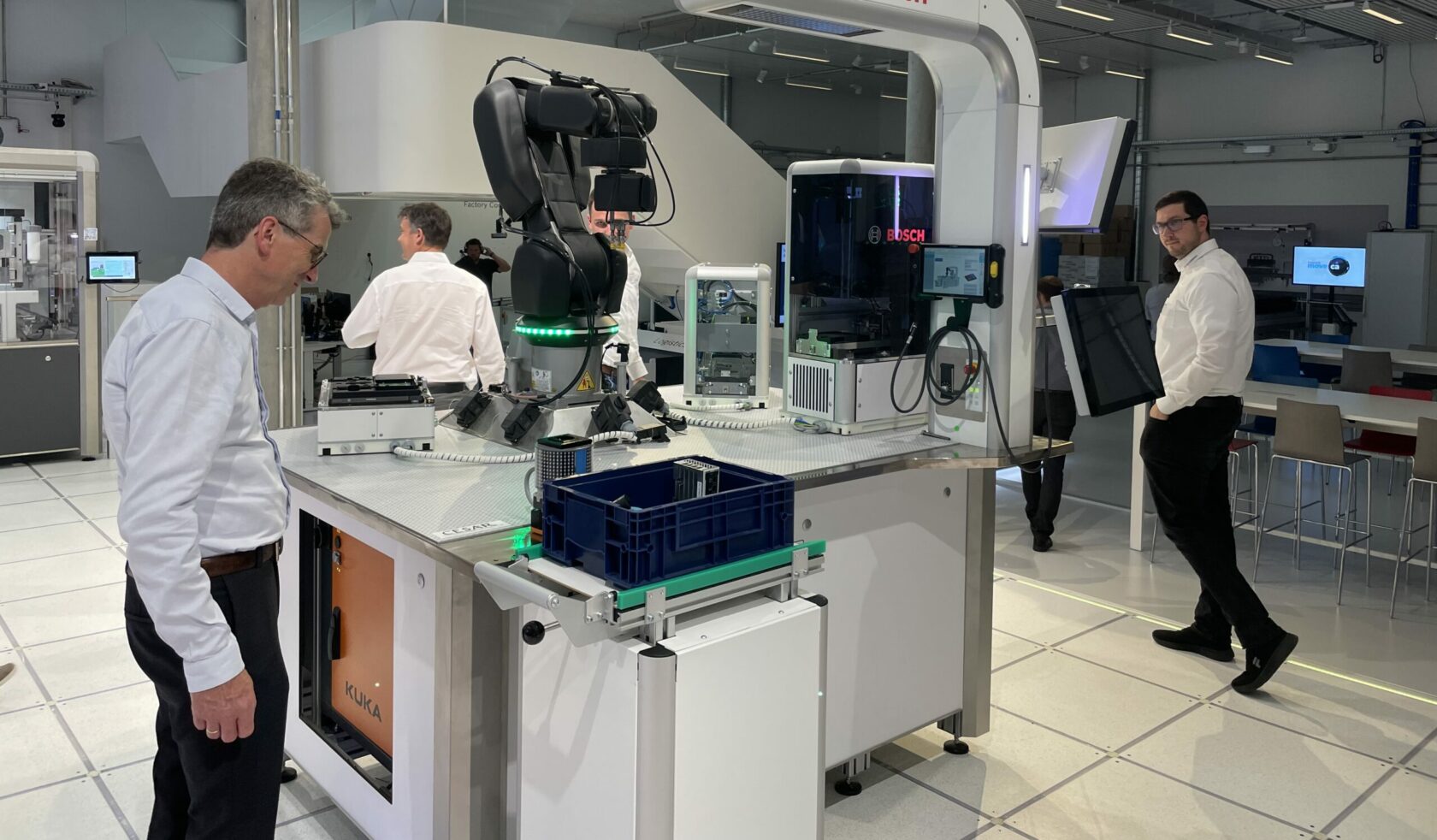
2018 wurde die Factory of the Future von Bosch Rexroth auf der Hannover Messe vorgestellt – seitdem haben in der Musterfabrik, die am Standort Ulm Teil des Innovationszentrums CU.BE ist, schon unzählige Führungen stattgefunden.
Ziel ist es vor allem, den Interessierten Denkanstöße und Ideen für ihre eigenen Unternehmen mitzugeben. Sophia Endres von Bosch Rexroth, die hauptverantwortlich die Führungen organisiert und durchführt, betont: „Niemand wird alles genau so umsetzen, wie es hier aufgebaut ist, aber uns geht es darum zu zeigen, welche möglichen Lösungen wir mit unseren Komponenten und Partnern sowie Systemintegratoren abdecken können.“
Und die Möglichkeiten sind vielfältig: Grundkonzept der Factory of the Future ist die Flexibilität. So sind die Bestandteile innerhalb der Factory flexibel. Lediglich Wände, Boden und Decke sind fix. Wobei das auf den Boden nicht ganz zutrifft, da hier neben zahlreichen anderen Funktionen zum Beispiel Führungslinien angezeigt werden können, die eine präzise Anfahrt für die sogenannten Active Shuttles ermöglichen. Diese Linien können flexibel verschoben werden, denn sie sind nicht aufgeklebt, wie man es vielleicht kennt. Stattdessen werden diese mit Licht erzeugt.

Reale und digitale Welt verbunden
In der Factory of the Future ist die reale Welt mit der digitalen verbunden. Alles kann an der Wand mithilfe eines digitalen Zwillings abgebildet und für Simulationen genutzt werden. Neben den Active Shuttles befinden sich dort beispielsweise ein Smart Item Picker sowie eine Arbeitsstation mit integriertem Assistenzsystem für die Mitarbeitenden.
Ein ebenfalls interessanter Bestandteil: Smart Function Kits, die beispielsweise für Handling und Dispensing eingesetzt werden können. Diese gibt es in einer Art Baukastensystem mit Standardmodulen. Grund hierfür ist auch wieder die damit abbildbare höhere Flexibilität sowie durch die Standardisierung und grafische Programmierung auch das möglich machen, dass Nicht-Programmierer diese Maschine in Betrieb nehmen und nutzen können.
Auch spannend ist ein Roboter, der unter anderem für die Inspektion und den Transport eingesetzt werden kann. In einer kurzen Vorführung hat Sophia Endres gezeigt, was passiert, wenn das entsprechende Werkstück an einen anderen Platz gelegt wird. Der Roboter hat sich innerhalb weniger Sekunden angepasst und das Bauteil von der neuen Stelle aufgenommen. Wie das geht? Dank einer Unterlage mit Matrixcode und einer Kamera, die sich unter dem Modul befindet. So ist eine Neuausrichtung ganz ohne Programmierung und Kalibrierung möglich, wodurch die Flexibilität im Einsatz erhöht wird.

Realität und Erwartungen in Einklang bringen
Sogenannte No-Code bzw. Low-Code-Lösungen spielen auch im Bereich der digitalen Assistenzsysteme eine Rolle, wie Mittelstand-Digital Expertin Maria Maier vom Institut für Werkzeugmaschinen und Betriebswissenschaften der TUM in ihrem Vortrag berichtet hat. Viele Unternehmen haben inzwischen den Fachkräftemangel zu spüren bekommen. Digitale Assistenzsysteme werden daher für Unternehmen immer wichtiger werden, da sie nicht wie befürchtet Arbeitsplätze wegnehmen, sondern helfen, den Fachkräftemangel auszugleichen. Niedrigschwellige Angebote ohne großen Programmieraufwand können hier eine gute Lösung sein.
Dass die Umsetzung der Digitalisierung vor allem in kleinen und mittleren Unternehmen in der Realität oftmals anders aussieht, stellte Dr. Maximilian Dommermuth, Head of Training bei der Bosch Rexroth Academy, in seinem Vortrag über die „Herkulesaufgabe“ der Digitalen Transformation klar. Eine kurze Umfrage unter den Teilnehmenden hat gezeigt, wie unterschiedlich das Verständnis des Begriffs Industrie 4.0 ist und dass damit vor allem weitere Schlagworte hervorgerufen werden. Diese wiederum wecken hohe Erwartungen. In der Wirklichkeit sind die Herausforderungen aber groß, beispielsweise müssen alte Maschinen mit neuen Systemen verbunden werden. Auch fehlende Daten sind oftmals ein großes Hindernis, deshalb empfiehlt es sich, am Ende nicht so lange zu überlegen, welche Technologie man auswählt, sondern wie man seine Daten entsprechend aufbereiten kann.
Viel Inspiration konnten sich die Teilnehmenden also bei der Factory-Tour holen, aber es waren sich alle einig, dass ganzheitliche Digitalisierung noch ein langer Weg ist.


Möchten Sie auch neue Impulse zur Digitalisierung gewinnen und sich mit anderen darüber austauschen? Melden Sie sich für eine unserer kostenfreien Veranstaltungen an!
Das könnte Sie auch interessieren
Active Shuttles in der Factory of the Future © VDMA Bayern
Sophia Endres zeigt die Smart Function Kits in der Factory of the Future © VDMA Bayern
Teilnehmende betrachten einen Roboter, der auf einer Unterlage mit Matrixcode steht © VDMA Bayern
Sophia Endres bringt den Teilnehmenden die Technologien in der Factory of the Future näher © VDMA Bayern
Dr. Maximilian Dommermuth während seines Vortrags © VDMA Bayern
Matrix versus Linie
„Jeder Kunde kann ein lackiertes Auto in jeder gewünschten Farbe haben, solange es schwarz ist.“ Wer dieses Zitat von Henry Ford aus dem Jahr 1922 kenne, wollte Prof. Dr. Ing. Peter Wurster von der Fakultät Maschinenbau der Hochschule Kempten zu Beginn seines Vortrags wissen. Tatsächlich gingen fast alle Hände der Teilnehmenden des Thementags zu den Schwerpunkten Produktion und Intralogisitk nach oben. Zurück geht dieser Satz auf den Einsatz der Fließproduktion im Automobilbau, die zwar bis heute die Produktion großer Stückzahlen ermöglicht, aber nur eine geringe Variantenvielfalt zulässt.
Daraufhin stellte der Forschungsprofessor für Produktionssystematik, der selbst auch in der Automobilbranche tätig war, das Konzept der Matrixproduktion näher vor. Diese zeichnet sich vor allem durch die individuell beplanbaren Arbeitsstationen, die flexibel miteinander verbunden sind, aus. Bei der Gegenüberstellung von Produktion in Matrix- und Linienform kommt Professor Wurster zu dem Schluss: Eine Kombination aus beiden kann sinnvoll sein.

Neben diesen Grundlagen gab sein Kollege Prof. Dr. Ing. Gerald Winz, ebenfalls von der Fakultät Maschinenbau, einen Einblick in die digitale Fabrikplanung, deren Einsatz bei komplexen Systemen vorteilhaft ist. Auch er stellt fest: Eine Matrixproduktion eignet sich am besten bei einem Variantenmix der Produkte, da sie resilient gegenüber Veränderungen ist. Allerdings müsse bedacht werden, dass die Matrix mehr Fläche benötige.
Virtual Reality für die Fabrikplanung
Wie sich die Fabrikplanung mit neuer Technologie umsetzen lässt, zeigte Martin Schlump, der sich als Wissenschaftlicher Mitarbeiter an der HS Kempten mit dem Thema auseinandersetzt. Er arbeitet an einer Software für die Fertigungsplanung, bei der Virtual Reality zum Einsatz kommt. Mit dieser Lösung sind Konzepte nicht nur schnell und platzsparend umsetzbar, sondern auch nachhaltiger, da ansonsten bei analoger Planung Kartons für den Aufbau verwendet werden. Die Teilnehmenden konnten die Anwendung vor Ort selbst ausprobieren und zum Beispiel einen Arbeitsplatz einrichten.

Intralogistische Ansätze für die innovative Produktion
Ergänzt wurden die Vorträge durch die Schulung „Intralogistik 4.0 – Welche Technologien bilden die Intralogistik der Zukunft?“ von Leonhard Feiner und David Karl vom Lehrstuhl für Fördertechnik Materialfluss Logistik (fml) der Technischen Universität München. Darin haben sie den Teilnehmenden bereits bekannte einsatzfähige Technologien für die Bereiche Identifizieren, Lokalisieren, Unterstützen und Transportieren in der Intralogistik vorgestellt.
Darunter beispielsweise die Technologie RFID zur Identifikation von Objekten. Für viele ist das zwar ein interessanter Ansatz, aber Leonhard Feiner betonte: „Ich muss meinen Prozess und meine Anforderungen kennen, damit ich RFID einsetzen kann.“ Die Teilnehmenden hatten während der Schulung auch Gelegenheit Handlungsfelder für ihr eigenes Unternehmens zu identifizieren, sodass sie viele Anregungen aus der Veranstaltung mitnehmen konnten.


Möchten Sie auch neue Impulse zur Digitalisierung gewinnen und sich mit anderen darüber austauschen? Melden Sie sich für eine unserer kostenfreien Veranstaltungen an!
Das könnte Sie auch interessieren
Prof. Dr. Ing. Peter Wurster während seines Vortrags "Das Potential der Matrixproduktion für mittelständische Unternehmen" © VDMA Bayern
Ein Teilnehmender testet die Virtual-Reality-Brille für die digitale Fabrikplanung © VDMA Bayern
Leonhard Feiner vom Lehrstuhl fml der Technischen Universität München während der Schulung © VDMA Bayern
Teilnehmende tauschen sich während der Pausen über die gelernten Inhalte aus © VDMA Bayern
Nach der Teilnahme an einem Webinar zu Industrie 4.0 wandte sich der Lean- und Digitalisierungs-Manager Udo Dentler an das Projekt-Team des Mittelstand-Digital Zentrums Augsburg. Die Mittelstand-Digital Expert:innen Annemarie Raber und Florian Karg vom Fraunhofer IGCV besuchten iPEK vor Ort. Im Rahmen einer Potenzialanalyse wurden in einer Werksführung, in Gesprächen und Workshops mit dem Ansprechpartner und Fachkräften aus der Produktion verschiedene Ansatzpunkte identifiziert. Zwei vielversprechende Anwendungsfälle: die Auftragsverfolgung und das Prüfprotokoll.
Klassische Fertigung mit Auftragszetteln
Aktuell läuft ein Auftrag mit mitlaufendem Auftragszettel durch die Produktion. Die acht- bis 16-stelligen Seriennummern der einzelnen Komponenten werden auf dem Zettel handschriftlich notiert und später vom Meister abgetippt. Sobald Informationen handschriftlich auf Papier notiert werden, kann es passieren, dass Zahlen falsch aufgeschrieben oder später fehlerhaft abgetippt werden, ein Zettel verschmutzt oder in Ausnahmefällen verloren geht.

Digitale Auftragsverfolgung bringt viele Vorteile
Eine digitale Auftragsverfolgung kann Abhilfe schaffen. Ein großer Vorteil für iPEK: Das Unternehmen arbeitet bereits mit einem ERP-System und auch die einzelnen Bauteile verfügen größtenteils schon über Barcodes vom Lieferanten, die im ERP-System hinterlegt werden können. Mittels eines „digitalen Auftragszettels“ – also einer digitalen Auftragsakte – kann dann jeder Auftrag digital mit Auftragsnummer und mit Infos wie Seriennummern einzelner Komponenten oder dem nächsten auszuführenden Arbeitsschritt hinterlegt werden. Auch das fertige Endprodukt verfügt schließlich durch die systematische Zusammenführung hinter einem Code über alle relevanten Infos.
Beim Prüfprotokoll verhält es sich ähnlich: Einzelne Prüfwerte werden an den verschiedenen Stationen handschriftlich im Prüfprotokoll oder vereinzelt auf Klebezetteln vermerkt. Aktuell wird schon an einem digitalen Prüfprotokoll gearbeitet. Wenn dann später auch die Zusammenführung der Komponenten durchgehend digital abgebildet wird, kann das Prüfprotokoll direkt integriert werden und die Informationen auch über den Produkt-Barcode oder -QR-Code ausgelesen und beschrieben werden.
Die Digitalisierung bietet an dieser Stelle noch weitere Vorteile: Die gesammelten Informationen zum Produkt wie verbaute Komponenten oder Prüfwerte sind auch später noch aufrufbar und an einem Ort gebündelt, falls Fragen auftauchen oder im Falle einer Reklamation. Durch das Hinzufügen von Zeitstempeln können außerdem viele Daten über Aufträge gesammelt werden, die später für eine Optimierung der Auftragsplanung herangezogen werden können. Gerade wenn das Unternehmen weiterwachsen wird, wird eine effiziente Produktionsplanung immer wichtiger.
Mitarbeitende ins Boot holen
Generell ist die Belegschaft von iPEK offen gegenüber Neuerungen. In regelmäßigen Workshops werden bereits kleinere Arbeitsplatzveränderungen beschlossen und umgesetzt. Trotzdem ändert die Einführung einer digitalen Auftragsakte einige gefestigte Prozesse, weshalb auch das Thema Changemanagement in den Fokus rückt. Frühzeitig sollte daher über das Vorhaben informiert werden und die Anforderungen der Mitarbeitenden stets einbezogen werden, wenn es um die Umgestaltung der damit verbundenen Prozesse geht. Udo Dentler ist sich sicher: „Ich vertraue hier auf meine Kolleginnen und Kollegen. Bei allen unseren Projekten wurden immer großartige Ideen eingebracht. Bestimmt können wir in diesem Projekt gemeinsam viele Potenziale heben und so den nächsten Schritt in die Zukunft gehen!“.
Haben Sie schon eine Idee, was Sie bei sich im Betrieb digitalisieren möchten? Bewerben Sie sich jetzt für eine kostenfreie Potenzialanalyse mit uns!
Das könnte Sie auch interessieren
Teilweise werden Prüfwerte auch auf Haftnotizzetteln festgehalten. © iPEK International GmbH
Die Frey & Co. GmbH stellt große Industrie-Pressen zur Verarbeitung von Keramik- und Metallpulver her. Die Herstellung der Pressen ist kundenindividuell und die Montage kann je nach Maschine bis zu 16 Wochen dauern. Doch der Platz dafür ist begrenzt: Die Halle platzt bereits aus allen Nähten und das Grundstück lässt durch die Lage direkt an der Isar keine baulichen Erweiterungen zu. Bleibt also nur der vorhandene Raum für Verbesserungen. Die aktuelle Aufteilung der Flächen für Lager und Montage hat sich im Laufe der Jahre durch die Erweiterung der Produktpalette ergeben. Ein spezifisches Lager- und Logistikkonzept soll nun Entlastung schaffen.

Ein Flächenkonzept organisiert den Raum für Prozesse
Dieter Lauber, Geschäftsführer der Frey & Co. GmbH, wandte sich mit dieser Herausforderung an das Mittelstand-Digital Zentrum Augsburg. Jona Rief und Philipp Wuddi vom Lehrstuhl Fördertechnik Materialfluss Logistik der Technischen Universität München besuchten das Unternehmen und erarbeiteten gemeinsam mit Frey ein Flächenkonzept für Lager und Montage: einerseits, um mehr Platz zu schaffen und so auf Dauer mehr Pressen fertigen zu können und andererseits, um die Montage-Prozesse zu verbessern.
In Workshops mit Geschäftsführer und Werkstattmeister verschafften sich die Mittelstand-Digital Experten zunächst einen Überblick über die Montage der Pressen und die Besonderheiten, die damit einhergehen, wie Flächenbedarf und Produktspezifika. In einer anschließenden Befragung der Mitarbeitenden konkretisierten sie dann, welche Materialien und Werkzeuge wann und wie oft verwendet werden, und was weggeworfen oder ausgelagert werden kann. Die Elemente, die eine geringere Zugriffsgeschwindigkeit und -häufigkeit erfordern, können beispielsweise auch in ein externes Lager gebracht und je nach Auftrag ereignisbezogen beschafft werden.
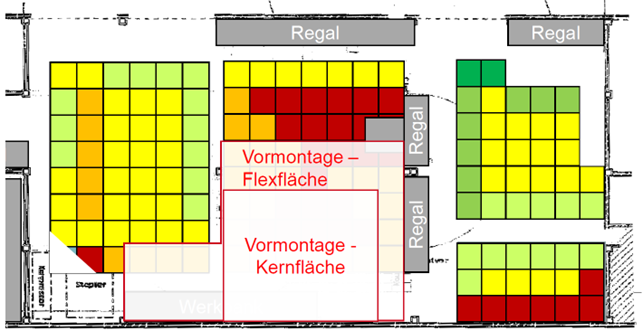
Im Anschluss vermaßen die Logistik-Experten die Halle und fertigten mithilfe dieser Daten und der CAD-Dateien der Pressen digital ein Flächenkonzept an, in dem die Lagerflächen für Teile und Werkzeuge festgelegt und die Montageflächen in ein Raster eingeteilt wurden.
Ein Flächengewinn kann vor allem dann entstehen, wenn der Montageprozess in Bezug auf den benötigten Platz einkalkuliert wird. Eine bestimmte Presse kann beispielsweise in den ersten zwei Wochen drei Quadratmeter und in den letzten vier Wochen 15 Quadratmeter beanspruchen. Wird das berücksichtigt, kann der leere Raum in den ersten zwei Wochen noch für einen anderen Auftrag oder beispielsweise für Reparaturarbeiten verwendet werden, für die sonst oft kein Platz übrig ist. Werden also Aufträge gezielt anhand ihres Zeit- und Platzbedarfes eingeplant, muss später nicht mehrfach aufwändig umgeräumt oder länger auf freie Flächen gewartet werden.
Platzzuweisung für Aufträge einfach automatisiert
Die Grundlage dafür ist die Ermittlung aller verfügbaren und benötigen Flächen je nach Auftrag und die Rasterung am Computer. Im nächsten Schritt kann eine automatisierte, dynamische Platzzuweisung erfolgen: Dann ermittelt das System selbst, welche Presse wann und in welchem Raster stehen sollte und welcher Auftrag gut in welches Zeitfenster passt, um den Platz optimal zu nutzen und gleichzeitig so wenig Umbau wie möglich zu erfordern. Der Vorteil: Auch wenn meist nur drei bis vier Pressen parallel montiert werden, wird das Unternehmen durch geschicktes Einplanen den vorhandenen Platz besser nutzen und die Produktivität steigern können. Dafür wird neben dem gerasterten Plan noch eine Software benötigt, die den Platzbedarf optimiert. Das kann beispielsweise in rudimentärer Form in Microsoft Excel oder in einer speziellen Planungssoftware erfolgen.
Das ist nicht der einzige Vorteil: Durch weniger Umzüge der großen, schweren Pressen ist die Arbeit körperlich nicht mehr so anspruchsvoll und insgesamt wertschöpfender. Auch die Durchlaufzeit einzelner Pressen senkt sich somit, weil Warte- und Umbauzeiten vermieden werden. Wenn Lagerflächen strukturiert, gezielt genutzt und ausgemistet werden, verringern sich außerdem die Suchzeiten für Material und Werkzeug. Hinzu kommen sicherheitsrelevante Aspekte: Ordentlichere Gänge und weniger Hebetätigkeiten senken das Risiko für Arbeitsunfälle.
Nachdem die Grundlagen geschaffen wurden, geht es nun in die Beschaffung oder Konfiguration eines geeigneten Planungstools. Dann steht einer Optimierung der Flächen und Aufträge nichts mehr im Wege.
Haben Sie schon eine Idee, was Sie bei sich im Betrieb digitalisieren möchten? Bewerben Sie sich jetzt für eine kostenfreie Potenzialanalyse mit uns!
Das könnte Sie auch interessieren
Im Lager der Frey & Co. GmbH wird es eng: Die gute Auftragslage verlangt nach mehr Platz, den das Unternehmen nicht schaffen kann. Vorhandener Raum muss also klug genutzt werden. © fml TUM
Im digitalen Flächenkonzept wurde die Halle gerastert und die jeweiligen Flächen bestimmten Funktionen zugeordnet. © fml TUM
400.000 bis 800.000 Dichtungen – so viel produziert die Dichtungstechnik Wallstabe & Schneider GmbH & Co. KG täglich. Dafür sind rund 700 Mitarbeitende am Firmensitz in Niederwinkling in Ostbayern im Einsatz. Der Hersteller von hochwertigen Elastomerdichtungen für die Automobil- und Nutzfahrzeugindustrie hat dabei, genauso wie viele andere Unternehmen im verarbeitenden Gewerbe, mit verschiedenen Herausforderungen zu kämpfen, allen voran dem Fachkräftemangel. Aber auch die schnelle Reaktion bei Prozessstörungen, hervorgerufen durch Rohstoffschwankungen, Maschinen- oder Mitarbeiterausfall, nannte Geschäftsführer Kai Peters, als er den Teilnehmenden der Factory-Tour die Ausgangssituation des Unternehmens schilderte.
Digitalisieren nach eigenen Grundsätzen
Aus diesen Gründen entschied sich Wallstabe & Schneider vor circa fünf Jahren, die Herausforderungen mit digitalen Lösungen anzugehen, gemeinsam mit ihrem Digitalisierungspartner OCQ-soft GmbH & Co. KG. Am Anfang stand dabei die Frage im Raum: Was hilft den Mitarbeitenden und was hilft dem Unternehmen? Das Vorhaben wurde entsprechend nach Lean- & Digital-Grundsätzen gestartet.
Wie die Theorie in die Praxis umgesetzt wurde, konnten die Teilnehmenden im Firmenrundgang selbst sehen. Eines der zeit- und kostensparenden Ergebnisse ist die zentrale Prozessparameterverwaltung. Durch automatisiertes Einspielen der Prozessparameter zur Einstellung der Maschinen, wird weniger Fachpersonal benötigt. Auch hier ging Wallstabe & Schneider seinen eigenen Weg und beauftragte OCQ mit der Software-Programmierung, obwohl es bereits Lösungen auf dem Markt gibt. Wallstabe & Schneider legt Wert auf einen ganzheitlichen Ansatz, d.h. Einsatz von Insellösungen sollen vermieden werden, um Vernetzung systemunabhängig gewährleisten zu können.
Ein weiteres wesentliches Element ist die Vernetzung der Maschinen. Auf sogenannten I4.0-Panels in den Produktionshallen, kann das Personal sämtliche Infos über die Maschine aufrufen sowie Aufträge buchen. Wünsche der Mitarbeitenden, wie beispielsweise die Integration eines Taschenrechners wurden auf den Panels ebenfalls berücksichtigt. Auf einem zentralen Dashboard in der Halle ist außerdem der tägliche Shopfloor mit offenen Aufgaben sowie ein Hallenplan mit Infos zu Betriebszuständen der Maschinen zu sehen.

Bildschirme sind aber nicht nur in der Produktion, sondern in allen Firmengebäuden angebracht, damit sich die Mitarbeitenden über das digitalisierte schwarze Brett informieren können. Auf dem Wallstabe & Schneider Board werden Bekanntmachungen über das gesamte Unternehmen angezeigt u.a. aktuelle Stellenausschreibungen.
Die Zukunft der Intralogistik
Für die Qualitätskontrolle der 400.000 bis 800.000 Dichtungen pro Tag sind Automaten im Einsatz. Waren es früher 5-10 Prozent, die automatisiert kontrolliert wurden, sind es heute 60 Prozent. In der Kommissionierung wird den Mitarbeitenden die Tätigkeit durch am Arbeitsplatz eingebaute Bildschirme erleichtert, da sie hier Anleitungen für das Packen von Paketen bekommen.

Zu guter Letzt wurden die Teilnehmenden ins Lager geführt, in dem sich die fertig gepackten Waren bereit zur Abholung befinden. Um hier Zeit einzusparen und Pakete nicht lange suchen zu müssen, wird die digitale Stellplatzverwaltung angewendet. Dank eines eigenen Systems mit Barcodes können Mitarbeitende Pakete zur Ein-, Aus- und Umlagerung mit wenigen Klicks und mobiler Technologie wie z.B. Handscannern erledigen. „Die Zukunft der Logistik wird mit dem Barcode gemacht, da die Technologie bekannt ist und funktioniert“, betonte auch Leonhard Feiner vom Mittelstand-Digital Zentrum Augsburg. Bei der Veranstaltung stellte er in seinem Vortrag bereits bekannte einsatzfähige Technologien aus dem Bereich Intralogistik 4.0 vor, darunter RFID oder 5G-Netze.
Ein nächstes Projekt hat Wallstabe & Schneider bereits ins Auge gefasst – die Einführung von fahrerlosen Transportsystemen.
Das könnte Sie auch interessieren
Führung durch die Produktionshalle mit zentralem Dashboard © VDMA Bayern
Mitarbeitende bei der Kommissionierung mithilfe von digitalen Anleitungen © VDMA Bayern
Das Hotel „Das Hürner“ in Ansbach hat wie so viele Unternehmen im Gastro-, Service- und Dienstleistungsbereich mit Personalmangel zu kämpfen. Im Housekeeping ist die körperliche Belastung unter hohem zeitlichen Druck zwischen Check-out und Check-in der Gäste sehr herausfordernd. Die Wägen mit hauswirtschaftlichen Materialien wie Wäsche und Reinigungsmitteln sind sehr schwer und müssen aufwändig von Zimmer zu Zimmer manövriert werden – eine wenig ergonomische und wertschöpfende Tätigkeit. Zudem wird viel Zeit aufgewendet, um die Zimmer und Flure zu saugen sowie nass zu wischen.
Auch im Tagungsgeschäft gibt es einige mühevolle Aufgaben zu bewältigen: Da der große Multifunktionsraum morgens für das Frühstück und danach für Tagungen und Veranstaltungen zum Teil bis zum späten Abend genutzt wird, müssen die Bestuhlung und schwere Tische öfter am Tag umgestellt werden. Teilweise ist das auch spätnachts und unter hohem Zeitdruck erforderlich. Dazwischen muss zudem die Reinigung der Räume erfolgen.
Um diesen Herausforderungen zu begegnen, führten die Mittelstand-Digital Expert:innen Klaus Fink und Shuang Lu vom Fraunhofer IGCV mit Hotel-Geschäftsführer Jens Blank und dessen Team eine Potenzialanalyse durch, in der verschiedene Lösungsansätze erarbeitet wurden. Begleitet wurde das Projekt außerdem von Rüdiger Busch vom Digitalen Gründerzentrum ANsWERK, der den Kontakt zum Zentrum herstellte.
Mobile Roboter für unterschiedliche Szenarien
Im Housekeeping können mobile Roboter eingesetzt werden, so wie das in der Industrie bereits häufig zum Transport von Bauteilen und Produkten geschieht. Diese könnten die Mitarbeitenden bei schweren Schiebe- und Zug-Tätigkeiten der Wäsche- und Zimmerservice-Wägen auf den Wegen zwischen den Zimmern unterstützen oder beispielsweise Saug- und Wischtätigkeiten übernehmen. Dafür wird im Roboter ein Grundriss mit den Zimmern eingespeichert. Durch Lasertechnik kann sich das System anhand von natürlichen Markern wie Wänden orientieren und sowohl Menschen als auch ungewohnten Gegenständen wie Koffern und Tischen ausweichen.
Eine weitere Einsatzmöglichkeit für mobile Roboter ist das Transportieren und Aufstellen der Tische und Stühle in den Tagungsräumen. Mit den passenden Aufbauten könnten diese hochgehoben und gemäß verschiedener Raumnutzungspläne platziert werden. Auch Reinigungs-Roboter finden hier wieder eine Verwendung. Dabei spielen Größe und Wendigkeit eine Rolle, damit diese auch um Stuhlbeine und unter Tischen gut manövrieren können.
Auswahl vielversprechender Marktlösungen
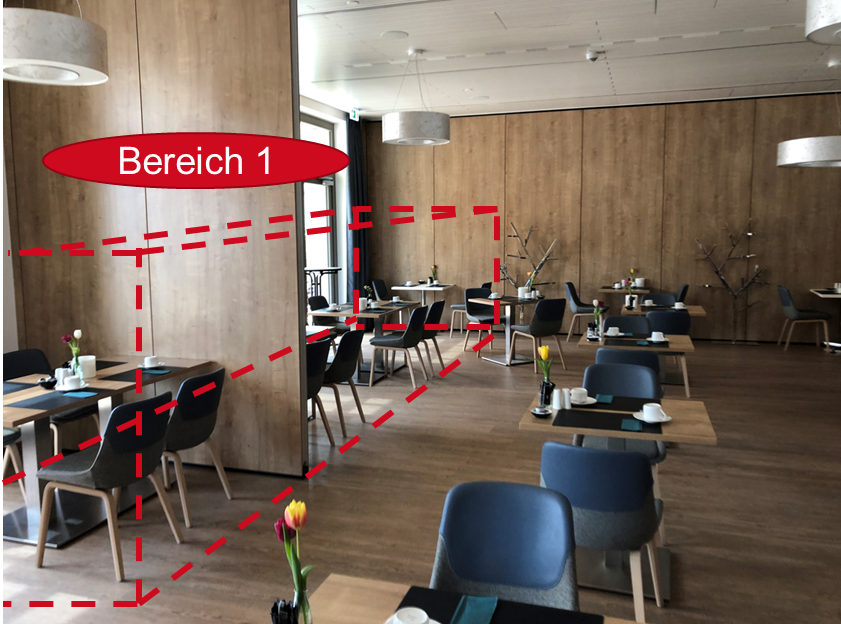
Nachdem erste Use Cases identifiziert wurden, ging es an die Recherche von Marktlösungen und deren Bewertung hinsichtlich Kosten und Nutzen für das Hotel Hürner. Beispielsweise der Multifunktionsraum, in dem Tagungen, Hochzeiten oder Firmenevents stattfinden, wird ca. 250 mal pro Jahr umgeräumt. Dabei werden erst alle Möbel in einem Bereich abgestellt, um den Großteil des Raumes zu reinigen. Danach werden die Möbel gemäß Bestuhlungsplan neu platziert und der Rest des Raumes geputzt.
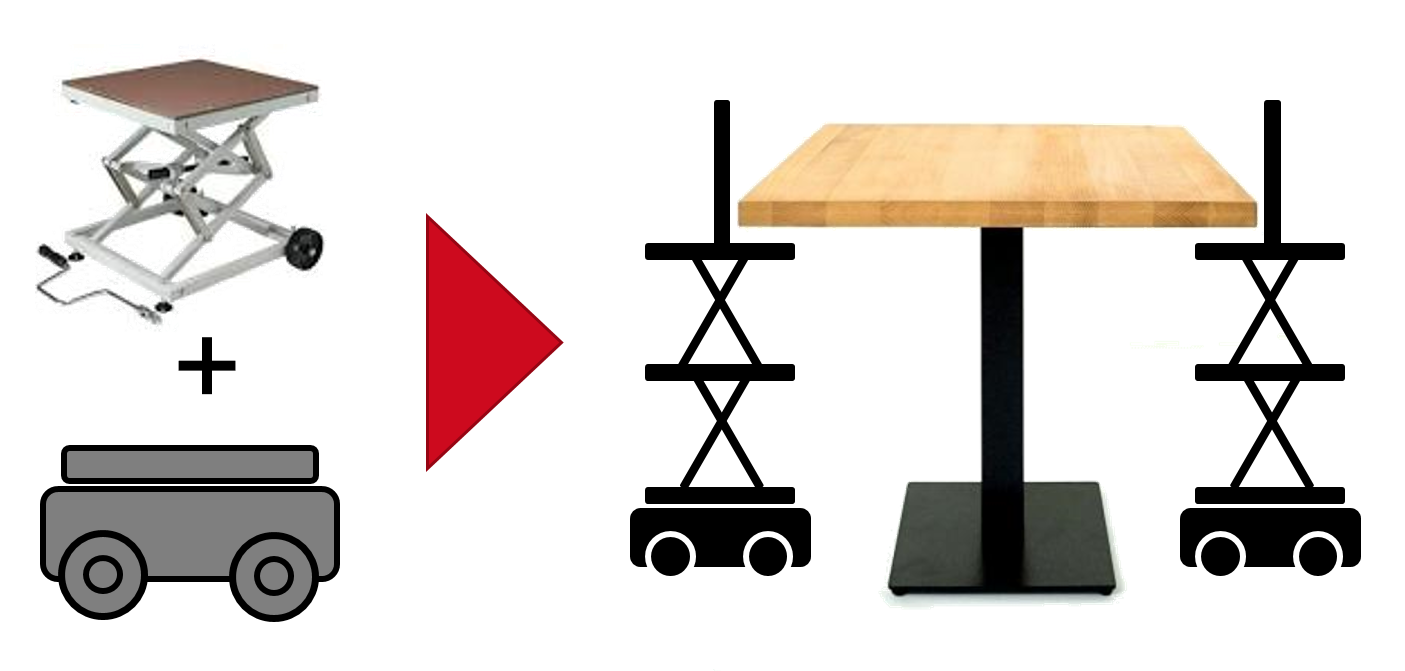
Zur Unterstützung der Mitarbeitenden im Tagungsgeschäft kämen beispielsweise mobile Robotersysteme in Frage, die um Hebeeinheiten ergänzt werden (s. Grafik). Da ein solches Konzept bisher allerdings nicht auf dem Markt verfügbar ist, wurde im nächsten Schritt das Thema Reinigung fokussiert.
Für die Reinigung existieren bereits verschiedene Systeme, die für den Großeinsatz im Gastronomie- und Event-Gewerbe gestaltet wurden und in ihren Grundfunktionen den aus dem Privaten bekannten Saugrobotern ähneln. Als Anforderungen für die Auswahl passender Systeme wurde beispielsweise aufgenommen, dass die Roboter Teppiche, Fließen und Parkett in den Zimmern, Fluren und Tagungsräumen, aber auch stärker beanspruchte Böden in der zugehörigen Brauerei und im überdachten Außenbereich zwischen Parkplätzen und Hotellobby reinigen sollen. Außerdem werden sowohl schnellere Systeme für große Flächen als auch kleine, wendige Roboter für enge Bereiche unter den Stühlen und Tischen benötigt.
Auch wenn nicht jede Roboter-Lösung gleich schnell wie die Mitarbeitenden arbeitet, wird dennoch Zeit frei für andere Tätigkeiten – beispielsweise für die parallele Zimmerreinigung oder Platzierung von Tischen, oder natürlich für den Service und direkten Austausch mit den Kund:innen.
Erste Schritte Richtung Teil-Automatisierung
Die genannten Anforderungen wurden in Workshops mit dem Mittelstand-Digital Zentrum Augsburg erfasst und als Basis für eine Anbietervorauswahl genutzt. Im nächsten Schritt wird das Hotel Hürner gegen geringe Kosten verschiedene Systeme testen, um die Erfüllung der Anforderungen und Mehrwerte sicherzustellen, bevor es in die Beschaffung geht.
Geschäftsführer Jens Blank fühlt sich bereit: „Das Mittelstand-Digital Zentrum Augsburg hat uns im Hotel mit technologischem Wissen und Professionalität erfolgreich Richtung Automatisierung begleitet und wir sind für die Zukunft gut gerüstet.“ Die Mitarbeitenden freuen sich auf die Unterstützung durch die Systeme, gerade in Zeiten eines starken Personalmangels. Vor allem der persönliche Kontakt soll aufrechterhalten werden, denn nach wie vor stehen die Gäste und ein herzlicher Service an erster Stelle.
Haben Sie schon eine Idee, was Sie bei sich im Betrieb digitalisieren möchten? Bewerben Sie sich jetzt für eine kostenfreie Potenzialanalyse mit uns!
Das könnte Sie auch interessieren
Das Projektteam im Hoteleingang (v. l.): Shuang Lu und Klaus Fink vom Fraunhofer IGCV, Rüdiger Busch von ANsWERK, Jens Blank und Maria Arsentjew vom Hotel DAS HÜRNER. © Fraunhofer IGCV
Der Multifunktionsraum wird etwa 250 Mal pro Jahr umgestellt. Dafür werden alle Tische und Stühle in den Bereich 1 gebracht, der Boden gesäubert und der Raum neu eingerichtet. Die Personenstunden summieren sich dadurch. © Fraunhofer IGCV
Eine Hebevorrichtung, die auf einer mobilen Robotereinheit integriert wird, könnte schwere Tische gemäß Raumnutzungsplan neu platzieren. © Fraunhofer IGCV
„Digitalisierung muss vom Chef ausgehen“, stellte Maximilian Funke-Kaiser bei der Führung durch das Technikum am Fraunhofer-Institut für Gießerei-, Composite- und Verarbeitungstechnik IGCV fest. Diese Erfahrung hat er in seiner politischen Arbeit gemacht. Der Augsburger ist in dieser Legislaturperiode das erste Mal in den Bundestag eingezogen und hat außerdem die Funktion als Digitalpolitischer Sprecher der FDP-Bundestagsfraktion inne. Somit ist er an digitalen Themen nah dran und steht im regelmäßigen Austausch mit Digitalminister Volker Wissing. Daneben kennt er aber auch die Unternehmenssicht, denn er war Geschäftsführer eines Familienbetriebs und hat selbst zwei Firmen gegründet.
Während seiner Sommertour hat er die Gelegenheit genutzt, das Mittelstand-Digital Zentrum Augsburg und seine Angebote näher kennen zu lernen. Ziel des Projekts ist es kleine und mittlere Unternehmen sowie das Handwerk bei der Digitalisierung zu unterstützen. Ein zentraler Bestandteil sind dabei die Schulungen, die unter anderem am Fraunhofer IGCV, einem der Projektpartner, angeboten werden. Vor Ort konnte Herr Funke-Kaiser von den Mitarbeiter:innen des IGCV, die zugleich für das Zentrum tätig sind, mehr über die Inhalte der beiden dort stattfindenden Schulungen erfahren und sich in die Rolle der Teilnehmer:innen hineinversetzen. Begleitet wurde der FDP-Politiker bei seiner Führung vom Leiter des Augsburger Zentrums, Andreas Estner, sowie vom Leiter des Fraunhofer IGCV, Prof. Dr.-Ing. Rüdiger Daub.
Erste Station war die Lernfabrik für vernetzte Produktion (LVP), in der ein Lernspiel durchgeführt wird, bei dem die Schulungsteilnehmer:innen ein ferngesteuertes Fahrzeug montieren und dabei verschiedene Rollen vom Meister bis zum Monteur einnehmen. In drei Runden mit zunehmendem Digitalisierungsgrad werden die Teilnehmer:innen langsam an die Digitalisierung herangeführt – am Anfang noch mit Auftragszettel und Handbuch, am Ende mit Tablet und NFC. So kann jeder selbst erkennen, welche Vorteile Digitalisierung bietet, aber auch welche Tücken es gibt, beispielsweise bei schlecht umgesetzten Lösungen. Dem stimmte Herr Funke-Kaiser zu, denn Digitalisierung müsse als ganzheitlicher Prozess betrachtet werden und quer durch die Gesellschaft Akzeptanz mittels Anwendungen und stetigen Lernprozessen erhalten.

In der zweiten Lernumgebung, dem Lernlabor Robotik, befinden sich verschiedene Leichtbaurobotersysteme, die die Schulungsteilnehmenden testen können. Auch hier zeigte sich Herr Funke-Kaiser begeistert, doch es waren sich alle einig, dass diese komplexen Systeme beherrscht werden müssen und die Implementierung eine zentrale Herausforderung für Unternehmen darstellt.

Nach eineinhalb Stunden stand für den Politiker der nächste Termin an, aber er ging nicht ohne zu betonen: „Echt sehr, sehr spannend. Ich könnte hier den ganzen Tag verbringen.“ Dann bis zum nächsten Mal!
 Laura Merhar (Fraunhofer IGCV) erklärt Maximilian Funke-Kaiser die Abläufe in der Lernfabrik für vernetzte Produktion © VDMA Bayern
Christian Härdtlein (Fraunhofer IGCV) führt einen Roboter vor © VDMA Bayern
v.l.: Maria Bachmaier (VDMA Bayern), Laura Merhar (Fraunhofer IGCV), Andreas Estner (VDMA Bayern), Maximilian Funke-Kaiser, Prof. Dr.-Ing. Rüdiger Daub (Fraunhofer IGCV) © VDMA Bayern
Laura Merhar (Fraunhofer IGCV) erklärt Maximilian Funke-Kaiser die Abläufe in der Lernfabrik für vernetzte Produktion © VDMA Bayern
Christian Härdtlein (Fraunhofer IGCV) führt einen Roboter vor © VDMA Bayern
v.l.: Maria Bachmaier (VDMA Bayern), Laura Merhar (Fraunhofer IGCV), Andreas Estner (VDMA Bayern), Maximilian Funke-Kaiser, Prof. Dr.-Ing. Rüdiger Daub (Fraunhofer IGCV) © VDMA Bayern